Om metoder til kontrol med målere af cylindriske rørgevind
I de senere år er bimetalliske radiatorer med stålsamlere og et eksternt aluminiumshus med rette blevet stadig mere populære blandt sektionsopvarmningsanordninger.I overensstemmelse med europæiske teknologier er de indvendige tråde af varmeanordninger fra de fleste producenter lavet ved hjælp af rullemetoden. Valsede gevind giver en holdbar og sikker gevindforbindelse, som det fremgår af mange års succesfuld brug af bimetalliske radiatorer.
I overensstemmelse med GOST 31311-2005 "Opvarmningsenheder. Generelle tekniske betingelser" (afsnit 8.2.) gevindforbindelser på varmeanordninger testes med gevindmålere. Samtidig har individuelle radiatorproducenter, der anvender gevindteknologi, såvel som non-profit brancheforeninger, gentagne gange foreslået/appelleret til forskellige offentlige organer, afdelinger og tjenester med et krav om yderligere at kontrollere de indvendige gevind med glatte målere.
Dette papir undersøger gyldigheden af disse forslag og det tilrådeligt at indføre et sådant yderligere krav ved at bruge eksemplet med G1-tråden, som bruges på de fleste varmeenheder.
Lad os først se på de grundlæggende krav til fremstilling af rørgevind.
- Parametrene for cylindriske rørgevind er bestemt af GOST 6357-81 "Grundlæggende standarder for udskiftelighed. Cylindrisk rørgevind", ifølge hvilken:
Den nominelle gevindprofil og dimensionerne af dens elementer skal svare til dem, der er angivet på tegning 1:
Tegning 1
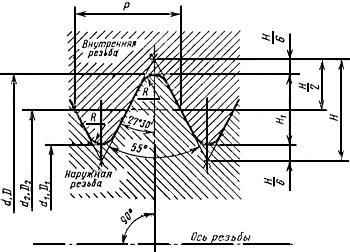
Dimensionerne af ovenstående indikatorer i millimeter for G1-gevindet er vist i tabel 1:
tabel 1
| Trin P | N | H1 | R | |||
| 2,309 | 33,249 | 31,770 | 30,291 | 2,217774 | 1,478515 | 0,317093 |
Samtidig er det i henhold til samme GOST 6357-81 tilladt at lave tråde med afvigelser fra de angivne værdier (tolerancer), med forbehold af hvilke tråden også overholder GOST 6357-81.
Skemaer af tolerancefelter for udvendige og indvendige gevind er vist på tegning 2.
Afvigelser tælles fra den nominelle (ideelle) gevindprofil i retningen vinkelret på gevindaksen.
Tegning 2
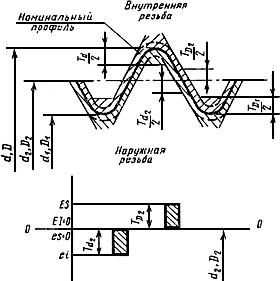

— diametertolerancer d, d2, D1, D2
De numeriske værdier af tolerancerne for diametrene af udvendige og indvendige gevind skal svare til dem, der er angivet i tabel 3:
Tabel 3
| Trådstørrelsesbetegnelse | Pitch P, mm | Udvendig tråd | Indvendig gevind | ||||
| Gevinddiametre | |||||||
| udvendig diameter af udvendig gevind | gennemsnitlig diameter på udvendigt gevind | gennemsnitlig indvendig gevinddiameter | indvendig diameter af indvendigt gevind | ||||
| Tolerancer, mikron | |||||||
| Td | Td2 | TD2 | TD1 | ||||
| Klasse A | Klasse B | Klasse A | Klasse B | ||||
| G1 | 2,309 | 360 | 180 | 360 | 180 | 360 | 640 |
Bemærk, at værdien af H1 (gevindprofilens arbejdshøjde) ifølge tabel 1 er lig med 1,478515 mm, og i overensstemmelse med tabel 3 tolerancerne på den indvendige diameter af det indvendige gevind D1 og den udvendige diameter på det udvendige gevind d er henholdsvis 640 μm og 360 μm. Tegning 3 viser indvendige og udvendige gevindprofiler G1, lavet med den maksimalt tilladte afvigelse fra den nominelle profil i overensstemmelse med tabel 3. Desuden opfylder disse gevindprofiler fuldt ud kravene i GOST 6357-81.
Tegning 3
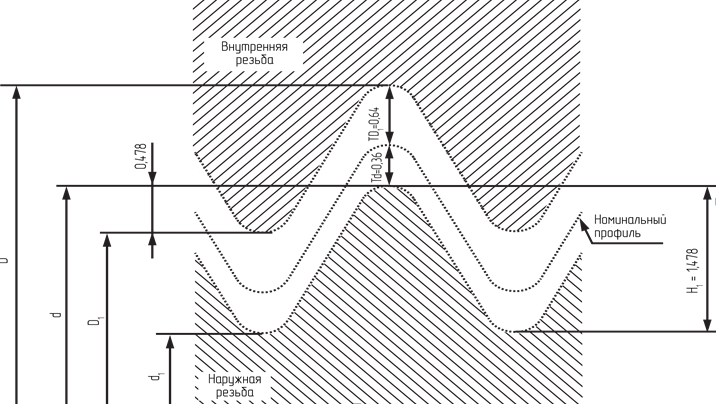
Tegningen viser tydeligt, at i dette tilfælde kun 32,4% af gevindprofilens højde er involveret i gevindforbindelsen.
I denne henseende er positionen for nogle producenter af varmeanordninger såvel som specialiserede industrisammenslutninger, som anser det for uacceptabelt at anerkende en tråd som acceptabel, hvis trådprofilen kun er 38% af den nominelle værdi, især overraskende. Tilsyneladende forstår disse producenter og foreninger simpelthen ikke de grundlæggende principper i GOST 6357-81 med hensyn til hvilken tråd (med hvilke dimensioner) der anses for at være lavet i overensstemmelse med denne GOST.
Efter vores mening er behovet for sådanne betydelige tolerancer forbundet med kravet i afsnit 5.1.6 "SP 73.13330.2016 Indvendige sanitære systemer i bygninger", ifølge hvilket "Ved samling af enheder skal gevindforbindelser tætnes.
Som tætningsmiddel til gevindforbindelser ved temperaturer på det transporterede medium op til 378 K (105°C) anbefales det at bruge FUM-tape eller hørtråde i overensstemmelse med GOST R 53484, imprægneret med rødt bly eller hvidt bly., blandet med naturlig tørrende olie eller specielle forseglingspasta-forseglingsmidler."
Lad os nu gå videre til at overveje hovedspørgsmålet i denne artikel: Hvor tilrådeligt er det at inkludere i den lovgivningsmæssige dokumentation vedrørende kontrol af gevind på varmeanordninger et krav om obligatorisk inspektion af indvendige gevind med glatte målere.
Lad os analysere forslaget til overvågning af de indvendige gevind af varmeanordninger ved hjælp af en jævn gennemløbsmåler:
Lad os overveje den ideelle mulighed, når det indvendige gevind er lavet i nøje overensstemmelse med GOST 6357-81, dvs. ideelt i henhold til den nominelle profil uden nogen tolerancer. I dette tilfælde vil den indvendige gevinddiameter ifølge tabel 2 være 30,291 mm.
Lad os prøve at tjekke denne tråd med en glat gennemløbsmåler.
I overensstemmelse med punkt 6.2. GOST 2533-88 "Målere til rørgevind. Tolerancer" diameterstørrelser af glatte målere til test af udvendige og indvendige gevind skal bestemmes i henhold til formlerne givet i tabel 4.
Tabel 4
| Betegnelse (typenummer) kaliber | Navn og formål med kalibertypen | Kaliber diameter | |
| Pålydende | Maksimal afvigelse | ||
| Indvendige gevindmålere | |||
| PR (23) | Glat gennemløbsstikmåler |  |  |
| IKKE (24) | Glat no-go stikmåler |  |  |
Værdierne for indikatorerne H1 og Z1 er angivet i tabel 5.
Tabel 5
| TD1-værdi i henhold til GOST 6357 | H1, µm | Z1 |
| fra 375 µm til 710 µm | 26 | 52 |
Fra analysen af dataene i tabellerne ovenfor følger det, at diameteren af den glatte passagemåler vil være lig med:
- nominel værdi: D1+ 52 µm = 30,343 mm
- værdi med maksimal øvre afvigelse: D1+ 52 µm + 13 µm = 30,356 mm
- værdi med maksimal lavere afvigelse: D1+ 52 µm - 13 µm = 30.330 mm
Bemærk, at ifølge paragraf 2.3. Bilag 2 "Regler for brug af målere" til GOST 24939-81 "Målere til cylindriske gevind", "en jævnt løbende måler skal frit trænge ind i det kontrollerede gevind under påvirkning af sin egen vægt eller en vis kraft."
I denne henseende får vi et paradoksalt billede, hvor en glat, slidfri gennemløbsmåler, hvis mindst mulige diameter er 30.330 mm, frit skal passe ind i et gevind, der er ideelt fremstillet i henhold til GOST 6357-81, diameteren på hvilket er 30.291 mm (nominelt), hvilket stort set er umuligt.
Når man kontrollerer et gevind, der er perfekt lavet i overensstemmelse med GOST 6357-81 med en glat gennemløbsmåler, vil denne tråd blive anerkendt som ikke i overensstemmelse med GOST 6357-81, hvilket i sig selv er absurd.
Dette forklarer delvist tilfældene, hvor gevindforbindelser lavet i overensstemmelse med GOST 6357-81 klasse A, som kræver mere præcis gevindskæring med hensyn til tilladte afvigelser (tolerancer), afvises, når de testes med en glat gennemløbsmåler.
Under hensyntagen til ovenstående kan vi konkludere, at indførelsen af et yderligere krav om kontrol af de indvendige gevind af varmeanordninger med glatte gennemgangsmålere ikke kun vil sikre kontrol over udførelsen af gevind i overensstemmelse med GOST 6357-81, men , tværtimod, vil føre til en absurd situation, når dem, der er lavet i fuld overensstemmelse med kravene til GOST-varmeanordninger, vil blive betragtet som defekte.
Lad os derefter analysere forslaget til overvågning af de indvendige gevind af varmeanordninger ved hjælp af en glat ikke-gennemløbsmåler:
Lad os overveje muligheden, når det indvendige gevind er lavet i fuld overensstemmelse med GOST 6357-81, men med den maksimale tolerance leveret af GOST - 640 mikron (se indikator TD1 tabel 3). I dette tilfælde vil den indvendige gevinddiameter være 30,931 mm.
Lad os prøve at tjekke denne tråd med en glat no-go-måler.
Fra analysen af dataene givet i tabel 4 og tabel 5 følger det, at diameteren af en glat no-go måler vil være lig med:
- nominel værdi: D1+ 640 µm = 30,931 mm
- værdi i den maksimale øvre afvigelse: D1+ 640 µm + 13 µm = 30,944 mm
- værdi i den maksimale nedre afvigelse: D1+ 640 µm - 13 µm = 30,918 mm
Bemærk, at i henhold til paragraf 2.4. Bilag 2 "Regler for brug af målere" til GOST 24939-81 "Målere til cylindriske gevind", "en glat no-go måler bør ikke komme ind i en kontrolleret gevind under påvirkning af sin egen vægt eller en vis kraft."
I denne henseende får vi igen et paradoksalt billede, hvor en glat, slidfri NON-pass gauge, hvis mindst mulige diameter er 30,918 mm, IKKE bør passe frit ind i et gevind lavet i henhold til GOST 6357-81 med maksimale tolerancer , hvis diameter er 30,931 mm, hvilket dybest set er umuligt.
Når man kontrollerer et gevind fremstillet i overensstemmelse med GOST 6357-81 med en glat IKKE-GÅENDE gauge, vil denne tråd således blive anerkendt som ikke i overensstemmelse med GOST 6357-81, hvilket i sig selv er absurd.
Under hensyntagen til ovenstående kan vi konkludere, at indførelsen af et yderligere krav om at kontrollere de indvendige gevind af varmeanordninger med glatte ikke-gennemløbsmålere ikke vil sikre kontrol over udførelsen af gevindene for overholdelse af GOST 6357-81.
Ovenstående analyse indikerer således klart, at brugen af glatte målere ikke kun ikke er i stand til utvetydigt at fastslå overensstemmelsen eller manglende overensstemmelse af et gevind med kravene i GOST 6357-81, men kan også føre til anerkendelsen af et gevind, der opfylder fuldt ud denne GOST som defekt.
Reglerne for brug af glatte målere er af særlig interesse. De er angivet i GOST 24939-81 "Målere til cylindriske gevind" (bilag 2 "Regler for brug af målere").
For en glat gennemløbspropmåler er der således et krav om, at måleren frit skal gå ind i det kontrollerede gevind under påvirkning af egen vægt eller en vis kraft, og for en glat ikke-gennemløbspropmåler er der krav om, at denne måler må ikke trænge ind i det kontrollerede gevind under påvirkning af sin egen vægt eller en vis styrke.
På samme tid fastslår hverken reglerne for brug af kalibre, GOST 24939-81 eller andre regulatoriske dokumenter, hvem og hvordan der skal bestemme størrelsen af denne kraft, og i hvilken retning den skal virke på kaliberen.
Ud fra dette kan vi drage en utvetydig konklusion, ifølge hvilken der ikke er nogen enkelt metode til at bruge kalibre, der er fastsat af de relevante regler.
Derudover er det efter vores mening tilrådeligt at overveje lignende betingelser for standarderne for varmesystemelementer, der er direkte forbundet med varmeanordninger, når vi diskuterer kravene til afprøvning af trådene på varmeanordninger.
Så i afsnit "2. Regulatoriske referencer" GOST 30815-2002 "Automatiske termostater til opvarmningsanordninger af vandvarmesystemer i bygninger" GOST 6357-81 er nævnt, men den bruges ikke yderligere i teksten. Måske af denne grund, i den nye udgave af GOST 30815-2019, er GOST 6357-81 fuldstændig fraværende på listen over regulatoriske referencer.
Derudover er GOST 6357 heller ikke nævnt i GOST 21345-2005 "Koniske og cylindriske kugleventiler".
I standarderne GOST 30815-2019 og GOST 21345-2005 for elementer af varmesystemer, der er direkte forbundet til varmeanordninger, er der således ingen krav til testtråde for overholdelse af GOST 6357-81.
I denne forbindelse er det ikke klart, hvilket præcist mål der forfølges af forfatterne af forslag om at styre gevindene på varmeanordninger ved hjælp af yderligere glatte målere uden at etablere nogen kontrol overhovedet på trådene af elementer i varmesystemer, der er direkte forbundet med varmeanordninger.
Efter vores mening er det absolut meningsløst at føre enhver diskussion om brugen af glatte målere til overvågning af de indvendige gevind af varmeanordninger i nærværelse af:
- uoverensstemmelserne mellem den nominelle diameter af det indvendige gevind og den nominelle diameter af den glatte boring specificeret i denne artikel
- mangel på en samlet godkendt metode til brug af kalibre,
- fraværet af krav til tråde og metoder til dets kontrol i forhold til elementer i varmesystemer, der er direkte forbundet med varmeanordninger.
For at fastslå afhængigheden af, hvordan resultaterne af test med glatte målere påvirker styrken af gevindforbindelser på varmeanordninger, udførte vi en række tests. Otte prøver af tre typer radiatorsektioner blev udvalgt til test:
- aluminium (AL),
- bimetallisk med stål lodrette og vandrette varmeledende kanaler (BM),
- aluminium radiatorer med stål vertikale varmeledende kanaler (ASVK).
Alle prøver blev testet med gevind (go og no-go) målere og blev desuden testet med glatte målere. Resultaterne af test med glatte målere er vist i tabel 6.
Prøve 7 og 8 blev udvalgt således, at den ikke-passerende glatte måler passer frit uden anstrengelse med et lille tilbageslag ind i det gevindskårne hul i radiatorsektionerne. Prøverne blev skruet med skruepropper anbefalet af radiatorproducenten. Statiske trækprøver blev udført, indtil prøverne fejlede i et certificeret laboratorium.
Tabel 6
Statiske trækprøveresultater
| Prøvenummer | Radiator type | Kontrol med en glat gennemløbsmåler | Tjek med en glat no-go måler | Brudbelastning, N | Grænse for proportionalitet. Bar |
| 1 | BM | negativ | positivt | 48 791 | 604,10 |
| 2 | ASVK | positivt | positivt | 41 884 | 525,71 |
| 3 | ASVK | positivt | positivt | 35 309 | 444,65 |
| 4 | BM | positivt | positivt | 108 272 | 1249,13 |
| 5 | AL | positivt | positivt | 39 924 | 502,09 |
| 6 | BM | negativ | positivt | 102 473 | 1061,17 |
| 7 | BM | positivt | negativ | 46 272 | 563,17 |
| 8 | BM | positivt | negativ | 52 987 | 619,63 |
Testresultaterne bekræftes af officielle protokoller fra testlaboratoriet, video- og fotooptagelser.
Ved at bruge eksemplet på prøve nr. 4 er det klart synligt, at der ved test af en bimetallisk radiator opstår deformation i gevindforbindelsen.

Ved test af en aluminiumsradiator og en radiator med en varmeledende stålkanal, skete der ødelæggelse i radiatordelens krop.

Af de givne data fremgår det, at gevindet på en varmeradiator, der ikke er blevet testet med en jævn gennemløbs- (prøve 1, 6) eller ikke-gennemløbende (prøve 7, 8), men fuldt ud opfylder kravene i GOST - 6357, når den testes med gevindmålere, danner en sådan gevindforbindelse, hvis grænse, hvis proportionelle deformation mange gange overstiger de trykværdier, som andre elementer i varmesystemer kan modstå.
Det er også indikativt, at radiatorer, hvis gevind ikke blev testet med nogen glat måler, hvad angår pålidelighed og sikkerhed med hensyn til ødelæggelse af gevindforbindelsen, viste lignende og i nogle tilfælde bedre resultater sammenlignet med de radiatorer, hvis gevind blev testet både glatte kalibre.
Dette beviser endnu en gang, at kontrol af gevindene med glatte målere på ingen måde påvirker styrken af gevindforbindelsen til varmeradiatoren og som følge heraf sikkerheden og pålideligheden af denne enhed.
For prøver nr. 7 og nr. 8 viste fejlbelastningen af gevindforbindelsen sig desuden at være højere end fejlbelastningen af kroppen af aluminiumsradiatorsektionen og radiatoren med en lodret stålkanal. Det er især vigtigt, at aluminiumsradiatorer med en lodret stålkanal viste dårligere resultater end en konventionel aluminiumsradiator.
Baseret på alt ovenstående i denne artikel kan vi drage en utvetydig konklusion, at de aktuelt leverede metoder til overvågning af de indvendige gevind i varmeanordninger, der kun bruger gevindmålere (klausul 8.2. GOST 31311-2005) er mere end tilstrækkelige til produktion af varmeapparater, der er pålidelige og sikre for forbrugerne.



