Lodning af kobberrør: trin for trin analyse af arbejde og praktiske eksempler
Hjemmehåndværkere forsøger selv at udføre bygge- og reparationsarbejde, hvilket giver dem mulighed for ikke kun at spare familiebudgettet, men også være helt sikre på et resultat af høj kvalitet. Derfor skal de mestre nye teknikker og teknologier, såsom lodning af kobberrør.
Vi vil fortælle dig, hvordan du samler og forbinder kommunikation fra kobberrør. Her finder du ud af, hvilke forbrugsstoffer og værktøj, som udøveren skal bruge. Færdigheder, der er nyttige selv i hverdagen, vil gøre det muligt selvstændigt at samle rørledninger med fremragende ydeevneegenskaber.
Artiklens indhold:
Kobberlodning: hvorfor du skal lære det
Kobberrørledninger bruges sjældent i praksis. Årsagen til dette er de ret høje omkostninger til materialer. Kobberrørledninger anses dog med rette for at være de bedste.
Dette metal overgår alle andre materialer i varmebestandighed, fleksibilitet og holdbarhed. Opvarmning af kobberrørledninger efter montering kan den støbes i beton, skjules i vægge mv. Der sker ikke noget med dem under driften.

Dette er værd at overveje, når du vælger materiale til opvarmning eller VVS. Med hensyn til langsigtet drift er de højere omkostninger det værd. Ud over de fremragende ydeevneegenskaber, som kobber har, er det ret nemt at installere. "Skræmme fortællinger" om vanskeligheder med lodning er oftest overdrevne.
Kobber er ret nemt at lodde. Dens overflade kræver ikke brug af aggressive rengøringsmidler. Mange lavtsmeltende metaller har høj vedhæftning til sig, hvilket forenkler valget af loddemetal.
Det er ikke nødvendigt med dyre kobberfluxer, da voldsomme reaktioner med ilt ikke opstår, når metallet smeltes. Under lodningsprocessen deformeres røret ikke; dets form og dimensioner forbliver uændret. Den resulterende søm kan uloddes om nødvendigt.
Metoder til lodning af kobberdele
Lodning betragtes som den bedste metode til sammenføjning af kobberdele. Under drift udfylder smeltet lodde det lille mellemrum mellem elementerne og danner en pålidelig forbindelse.
Der er to mest almindelige metoder til at opnå sådanne forbindelser. Dette er højtemperatur- og lavtemperaturkapillærlodning. Lad os finde ud af, hvordan de adskiller sig fra hinanden.
Funktioner ved højtemperaturforbindelser
I dette tilfælde foregår processen med at forbinde kobberelementer ved temperaturer over +450 grader. Sammensætninger baseret på ret ildfaste metaller: sølv eller kobber vælges som lodde.
De giver en holdbar søm, der er modstandsdygtig over for mekaniske skader og høje temperaturer. En sådan forbindelse kaldes solid.

Det særlige ved den såkaldte hårde lodning er udglødningen af metallet, hvilket fører til dets blødgøring. Derfor, for at tabet af kobbers styrkeegenskaber skal være minimalt, bør den færdige svejsning kun afkøles naturligt uden brug af kunstig blæsning eller nedsænkning af delen i koldt vand.
Den solide forbindelse anvendes til rør med en diameter på 12 til 159 mm. Højtemperaturlodning bruges til at forbinde gasrør.
I VVS bruges det i processen med at samle vandrør til monolitisk sammenføjning af dele, hvis diameter overstiger 28 mm. Derudover bruges denne forbindelse i tilfælde, hvor temperaturen på væsken, der cirkulerer i rørene, kan overstige +120 grader.
Højtemperaturlodning bruges også til montering af varmesystemer. Dens fordel er muligheden for at arrangere en gren fra et tidligere installeret system uden først at demontere det.
Lavtemperaturlodning i dele
Blød eller lavtemperaturlodning er forbindelsen af kobberdele, hvor der anvendes temperaturer under +450C. I dette tilfælde vælges bløde, lavtsmeltende metaller, såsom tin eller bly, som lodde.
Bredden af sømmen dannet ved sådan lodning kan variere fra 7 til 50 mm. Den resulterende forbindelse kaldes blød. Det er mindre holdbart end hårdt, men har en række væsentlige fordele.

Den største forskel er, at metallet ikke udglødes under lodningsprocessen. Derfor forbliver dens styrke den samme.
Derudover er temperaturen ved lavtemperaturlodning ikke så høj som ved højtemperaturlodning. Derfor anses det for at være mere sikkert. Såkaldte bløde forbindelser bruges til at samle rør med lille diameter: fra 6 til 108 mm.
Lavtemperaturtilslutninger i VVS kobberrør bruges til installation af vandledninger og varmenet, men på betingelse af, at temperaturen på væsken, der cirkulerer i dem, er mindre end +130 grader. For gasrørledninger er brugen af forbindelser af denne type strengt forbudt.
Hvad skal der til i processen?
For at lave højkvalitetsforbindelser skal du bruge specielle materialer og værktøjer. Først og fremmest skal du bruge flux for at behandle den forrensede overflade af delene. Det fjerner oxider fra basen, forbedrer strømmen af smeltet loddemetal og reducerer overfladespændingen.
Udover dette skal du også bruge lodde til at arbejde med kobber. Til højtemperatursvejsning vælges et materiale, der ikke indeholder bly. Emballagen skal bære ordene "blyfri" eller "blyfri".
Til lavtemperaturlodning vælges lavtsmeltende lodning, som kan indeholde tin, kobber, bismuth og sølv. Lavtemperaturlodning fås i form af 3 mm tråd.

For at arbejde skal du bruge værktøjer. Først og fremmest, rørskærer. Med dens hjælp kan du skære dele til den ønskede størrelse.Det er vigtigt at vælge et værktøj af høj kvalitet, så det bløde materiale, som er kobber, ikke rynker.
Du skal også bruge en affasningsfjerner for at fjerne graterne. Ellers vil det være umuligt at indsætte en del i en anden. En børste eller børste bruges også til at rense den indvendige overflade af rørene.

Forskellige værktøjer bruges til at opvarme kobberelementer. Oftest vælger de til lavtemperaturlodning gasbrænder, der har en snævert rettet flamme.
Gasudstyr i dette tilfælde fungerer fra en cylinder med en blanding af propan og butan eller med ren butan. En sådan fyldning er nok til 3-4 hundrede led.
Enheden fungerer effektivt; når det opvarmes af en brænder, varmes røret op på få sekunder. Højtemperaturlodning udføres ved hjælp af gasblandinger af propan-ilt eller acetylen-luft.
Derudover kan lodning udføres ved hjælp af en speciel elektrisk loddekolbe designet til at arbejde med kobberdele. Enheden kan arbejde med både hård og blød lodning. Loddekolben er forbundet til netværket og bruges, hvor det er umuligt at arbejde med åben ild. Enheden er udstyret med spændetang og aftagelige elektroder.
Ud over disse værktøjer skal du til installation af rørledninger bruge en markør eller blyant, målebånd, hammer og bygningsniveau.
Loddeteknologi til kobberprodukter
Når du har forberedt værktøjerne og materialerne, kan du begynde lodningsprocessen. Vi udfører alle operationer i følgende rækkefølge:
Klip delen til den ønskede længde
En række forskellige værktøjer kan bruges til at skære kobberrør. Det mest brugte værktøj er en manuel rørskærer. For at sikre et jævnt snit, hold kun røret vinkelret på værktøjet.
Vi klemmer delen mellem rullen og bladet og roterer rørskæreren rundt om den. Glem ikke at spænde justeringsbolten med cirka en tredjedel omdrejning efter hver omgang. Ved brug af en rørskærer vil snittet være glat, og grater vil kun forekomme inde i røret.

Men på samme tid vil produktets diameter falde lidt, hvilket er uønsket. Du kan undgå deformation af delen ved at skære den med en hacksav. Men i dette tilfælde vil der være mange grater, der skal fjernes, og du bliver nødt til at bruge en skabelon for at reducere snittets skråning.
Sammenkrølning eller ovalisering af rørskæringen vil føre til ubehagelige konsekvenser, da det helt sikkert vil ændre størrelsen af installationsgabet. Dens værdi skal være i området 0,02-0,4 mm. Hvis mellemrummet er mindre, vil loddemetal ikke kunne komme ind i det. Ved at øge mellemrummet vil kapillæreffekten ikke vises.
Som et resultat af skæring skal resultatet være en del med en strengt cylindrisk ende med en minimal skærevinkel. Sørg for at fjerne grater fra delen, rengør dens indvendige overflade med en børste og affedt den. Vi skærer det andet stykke rør på samme måde. Vi tager en rørekspander og bruger en hammer til at øge diameteren af det andet rør.

Vi kontrollerer, hvordan delene passer ind i hinanden, kontroller dimensionerne af det resulterende installationsgab. Det skal svare nøjagtigt til normen. Vi renser og affedter den anden del.Vi udfører operationen over hele rørets tværsnit, idet vi husker, at længden af forbindelsen skal være lig med delens diameter.
Påfør flux på rørets overflade
I henhold til teknologiens regler lodning af kobberrør, skal der påføres et lag flux på delene. Vi tager sammensætningen og påfører den forsigtigt med en børste på den ydre overflade af røret, som vil være placeret inde i leddet.
Vi udfører operationen meget omhyggeligt. Vi forsøger at indsamle den mindste mængde opløsning og fordele den fuldstændigt over delen. Der bør ikke være overskydende flux tilbage på overfladen.
Tilslutning af dele før lodning
Når fluxen er påført delene, skal de sammenføjes. Dette skal gøres hurtigt nok, så der ikke kommer partikler af forurenende stoffer på den våde overflade. Arbejder vi med et armatur eller en fatning, laver vi en komplet sammenkobling af elementerne.
For at gøre dette skal du rotere dem hele vejen. Under rotationsprocessen "falder" delene ikke kun på plads, men fluxen fordeles også over installationsspalten så jævnt som muligt.

Det er forbudt at efterlade flux på delen, da det er en aggressiv kemisk sammensætning.
Lodning af en hane med en fitting baseret på en kompressionsring udføres i følgende rækkefølge:
Fugedannelse ved lavtemperaturlodning
Når du laver en blød forbindelse, er det obligatorisk at bruge lavtsmeltende loddemiddel og lavtemperaturflux. Til opvarmning kan du tage en standard eller lille gasbrænder, som er fyldt med en blanding af propan og luft eller propan med butan og luft. Du kan også tage en speciel elektrisk loddekolbe.
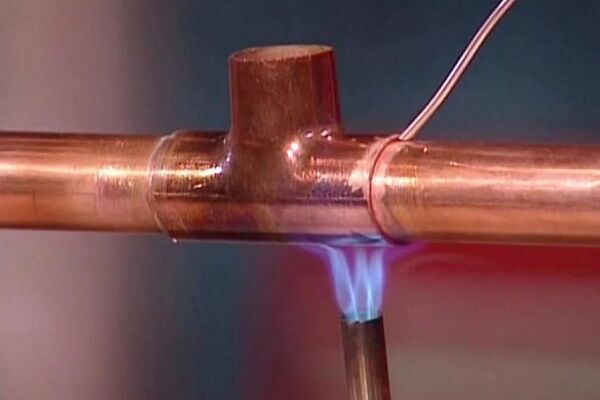
Vi tager brænderen, tænder den og dirigerer flammen til rørene. Kontaktplasteret mellem flammen og delen skal konstant flyttes. Dette er nødvendigt for at sikre, at elementerne opvarmes jævnt. Vi tager lodde og rører monteringsspalten med det fra tid til anden. Når det er opvarmet nok, begynder loddet at smelte.

Så snart dette sker, skal du flytte brænderen til siden for at lade loddet fylde kapillærspalten helt. Hvis loddet endnu ikke er begyndt at smelte, fortsæt opvarmningen. Et træk ved lavtemperaturlodning er, at loddet ikke er specielt opvarmet. Det skal smelte fra varmen fra forbindelsens opvarmede elementer.
Efter at loddet fylder kapillærspalten fuldstændigt, skal det have lov til at køle af, helst under naturlige forhold. Det skal huskes, at den resulterende bløde forbindelse har lav styrke, så det er forbudt at røre ved den, mens den er varm.
Endnu en vigtig pointe. Under lodningsprocessen er det ekstremt vigtigt ikke at overophede kobberet. Ellers vil fluxen, der påføres metallet, blive ødelagt og vil følgelig ikke være i stand til at opløse og fjerne oxider, hvilket vil have en skarp negativ effekt på forbindelsens kvalitet.
Derfor er det tilrådeligt at bruge flusmiddel med loddepulver. Når temperaturen på delen er tilstrækkelig til at opvarme loddet, vil pulveret smelte, og dråber af smelten vil være synlige inde i fluxen.
Hvis brugen af en flamme af en eller anden grund er uacceptabel, bruges loddemaskiner drevet af elektricitet. Sådant udstyr er et sæt af en strømforsyning, elektriske tang og et loddejern.
Proceduren for opvarmning og efterfølgende dannelse af en forbindelse med et loddejern er ikke forskellig fra den ovenfor beskrevne. Den eneste advarsel: det kan tage kortere tid at varme delene helt op end ved opvarmning med en brænder.
Sømdannelse under højtemperaturlodning
I processen med sådan lodning bruges en gasbrænder også til at opvarme delene. Det er drevet med en blanding af propan og oxygen eller acetylen og luft. Det er muligt at anvende en acetylen-oxygenblanding.
Eksperter anbefaler at opvarme dele jævnt og hurtigt. Det vil sige, at opvarmningsprocessen skal være kort. Den gas, der brænder i enheden, skulle producere en lys blå flamme med lav intensitet.

Vi flytter jævnt brænderen langs den fremtidige forbindelse, så opvarmningen er så ensartet som muligt. Når kobberet varmes op til omkring 750C, vil det få en mørk kirsebærfarve. På dette tidspunkt påføres loddemiddel.
For at varme den bedre op, kan du varme den lidt op med en brænder. Men samtidig skal vi huske, at loddet skal smelte fra de opvarmede dele af forbindelsen og ikke fra brænderen. Ideelt set skal du give forbindelsen minimal opvarmning, hvor loddet straks smelter og fylder monteringsspalten første gang.
Dette virker måske ikke med det samme, men efterhånden som du får erfaring, vil resultatet blive bedre. Efter fuldstændig udfyldning af hullet med lodning, lad forbindelsen køle af. Det anbefales ikke at røre ved det på nuværende tidspunkt. Tør den afkølede søm grundigt af for at fjerne eventuelt resterende flusmiddel.
Detaljeret analyse af teknologien til lodning af kobberrørledninger ved hjælp af en gasbrænder angivet i artiklen, hvis indhold vi råder dig til at gøre dig bekendt med.
Sikkerhedsforanstaltninger ved lodning af kobberrør
Nye håndværkere er interesserede i, hvordan man lodder kobberrør korrekt, men samtidig glemmer de sikkerheden. Dette kan ikke lade sig gøre. Du skal forstå, at kobber har en høj varmeledningsevne, så du ikke kan holde delene i dine hænder uden en form for beskyttelse.
Skødesløshed og skødesløshed i samling af kobberrør kan resultere i en termisk forbrænding. Små elementer op til 0,3 m lange håndteres kun med beskyttelseshandsker eller holdes med en tang.
Forsigtighed er også nødvendig, når du arbejder med flux. Dette er en ekstremt aggressiv sammensætning. Hvis det kommer på din hud under lodningsprocessen, bør du straks stoppe arbejdet og vaske flussmidlet af huden med rigeligt sæbevand.Ellers kan der ikke kun opstå termiske, men også kemiske forbrændinger på huden.

Tøj til arbejde skal også vælges korrekt. Syntetiske stoffer er absolut ikke egnede. Kunstige fibre er meget følsomme over for høje temperaturer. Det smelter og antændes let, så til arbejde er det bedst at vælge tykt tøj lavet af naturligt bomuld.
Endnu en vigtig pointe. Når delene er opvarmet, begynder fluxen at brænde. Dens dampe er farlige for mennesker. Af denne grund skal rummet, hvor lodning af kobberrør udføres, være godt ventileret.
Erfarne håndværkere råder dem, der begynder at lodde for første gang, til først at øve sig på rørrester. Praksis viser, at efter tre eller fire uafhængigt afsluttede forbindelser kan du allerede begynde at installere rørledningen. I dette tilfælde er det tilrådeligt at samle systemet på gulvet og først derefter begynde at lodde.
Den færdige rørledning skal skylles grundigt med rent varmt vand for at fjerne loddemidler og flusmiddel fra indersiden af delene.
Grundlæggende fejl ved lodning
Processen med at lodde kobberrør er ret enkel, men kræver en vis erfaring. Begyndere laver ofte fejl i deres arbejde.
Lad os overveje de vigtigste:
- Tilstedeværelsen af defekter på overfladen af de dele, der forbindes. Sådanne defekter kan forekomme under skæreprocessen af røret. Hvis lodning udføres over en defekt, vil sømmen være svag.
- Forurening i det område, hvor elementer er forbundet. Dele skal affedtes efter skæring og rengøring.
- Utilstrækkelig bredde af installationsspalten.Ifølge reglerne skal spaltedimensionerne for dele med et tværsnit fra 6 til 108 mm være fra 7 til 50 mm.
- Utilstrækkelig opvarmning af dele. I dette tilfælde vil loddet ikke være i stand til at smelte ordentligt sammen med underlaget. En sådan søm vil let bryde selv med en lille belastning.
- Flux dækker ikke hele rørets overflade. Oxider forbliver på overfladen af delen, hvilket negativt påvirker kvaliteten af sømmen.
- Overophedning af tilslutningsområdet. Fører til fluxforbrænding og dannelse af oxid og kedelsten. Som et resultat forringes kvaliteten af forbindelsen kraftigt.
- Kontrol af en varm forbindelse. Før du kontrollerer kvaliteten af sømmen, skal du sikre dig, at røret er kølet ned. Ellers vil forbindelsen uundgåeligt deformeres og miste styrke.
- Ignorerer sikkerhedsregler. Lodning udføres ved høje temperaturer og ved hjælp af aggressive kemikalier. Beskyttelsesbeklædning, maske og handsker er påkrævet.
Det kan være svært for en nybegyndermester selvstændigt at bestemme graden af opvarmning af delene, så er det værd at invitere en professionel og lave de første forbindelser under hans vejledning.
Han vil introducere dig til metoderne til at konstruere varmekredsløb fra kobberrør. næste artikel, som vi anbefaler, at du sætter dig ind i.
Konklusioner og nyttig video om emnet
Du kan lære mere interessant information om lodning af kobberrør fra følgende videoer.
Video #1. Funktioner ved højtemperatur kobberlodning:
Video #2. Sådan loddes kobberfittings korrekt:
Video #3. Hvilke typer flusmidler findes der til lodning?
At lodde kobberrør selv er en nyttig færdighed, der helt sikkert vil være nyttig for håndværkeren i hjemmet. Kobberrørledninger fungerer i meget lang tid og uden problemer.I betragtning af de ret høje omkostninger ved sådanne dele kan du spare meget på selvmontering og få en rørledning af høj kvalitet til en meget rimelig pris.
Har du personlig erfaring med at forbinde kobberrør ved lodning? Måske har du viden om nuancerne ved at udføre arbejde? Skriv venligst kommentarer i blokken nedenfor, stil spørgsmål, del din mening og billeder om emnet for artiklen.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Jeg støder meget sjældent på kobberrør; meget få mennesker bruger dem faktisk og foretrækker billigere og mere utilitaristisk plastik. Men jeg har set sådanne rør i huse, der hævder at være "elite"-status. De passer perfekt ind i interiøret der. Og jeg skulle også lodde dem. Jeg kan sige af personlig erfaring, at det er nemt at udføre dette arbejde, og der er nuancer.
Kobber er et responsivt metal og vil i sig selv ikke give dig problemer. Men hvis du selv laver fejl, vil stedet for din lodning efter nogen tid lække. Til alle, der pludselig står over for behovet for at lodde et kobberrør, vil jeg først og fremmest sige - vær ikke doven og spild ikke tid på det forberedende arbejde! En god start er halvdelen af kampen.
Hvis du affedter det dårligt, vil det lække. Hvis du renser det dårligt, er det det samme. For det andet: en moderat, men tilstrækkelig mængde flux. Hvis du fortryder det, vil det lække. Overdriv det, og du ender med en uskøn joint. For det tredje: korrekte temperaturforhold. Overophedning og underophedning er lige slemt. Generelt, hvis du skal til at lodde for første gang, så er det bedst at finde et stykke kobberrør et sted og øve dig, som i udkastet. Identificer samtidig dine mulige fejl.